
机械师TH300耳机降噪运动耳机怎么样?机械师th300蓝牙耳机怎么样? 以耳机/耳麦来说,这款机械师 TH300性价比还是很不错的,我自己一直在用呢,机械师TH300耳机口碑好不好?开箱机
UG型腔铣参考刀具公式
电脑
2022-08-09
UG型腔铣参考刀具公式
这个其实就是两个程序,先在后台根据你的参数计算一遍D31的程序计算出残料然后在计算D12的刀。就是说你设置的毛呸之类的参数用来后台计算的,后台计算出的结果才是你D12这把刀的毛呸。至于深度和余量应该是共用的。UG 编程参考刀具的问题
看了一下你的问题。
你问的应该不是在二次开粗时,在参考刀里面应该输入多少数值。
我想你是想知道在上把刀具开粗后,二次开粗应该使用多大的刀具?去进行二次开粗!
首先回答一下你字面意识上的问题,“参考刀”。
设置了参考刀以后,就是告诉电脑,你上把刀用了多大的刀进行加工过,而这次二次开粗,就会忽略你“上把刀”切削过的地方。直接进行加工。理论上讲你上把刀用了多大的刀,那么你二次开粗就应该参考你上把使用过的刀具。(就是和上把使用的刀具相等或者相同,这就是最大参考刀,最小的话就是0(不设置),重新用小刀完全开粗加工一次了)。
而我看你想问的应该不是这个意识,而是二次开粗应该使用多大的刀具进行加工。
我们只要知道用最小的刀具是多少就好了,这个是有计算公式的。为了方便你的理解所以还是画个小图给你理解一下好了。
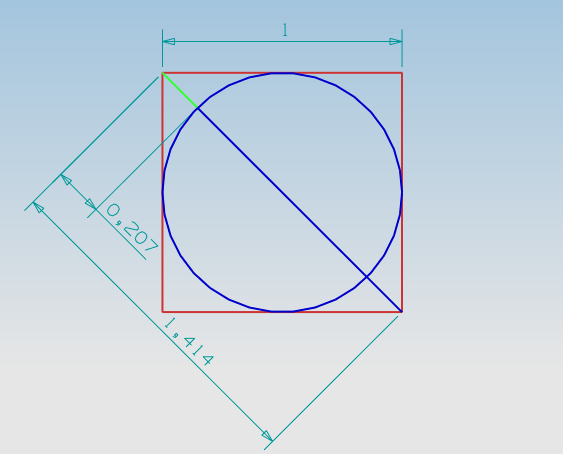
先说下壁是直角的情况。
从图片可以看出,假设刀具是一个标准单位1.
那么放在1x1小箱子里的刀具就会留下两个角的余量。
而边长是1的三角形对角线长度是1.414
那么(1.414-1)/2=0.207 “0.207”(记住它)
所以0.207就是最大的角余量了,这种情况是当刀具是1的情况。
假设刀具是d35那么就是35x0.207=7.245
所以这个时候你用一把直径为8mm的刀具是完全可以一次性加工掉角余量的。
下面再说一种壁带r圆角的情况:
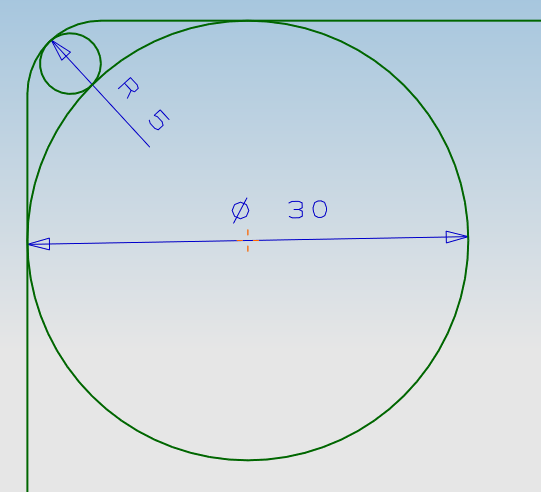
假设这个壁的圆角是r=5 刀具是直径30的进行粗加工以后。
先来算算角余量会是多少?
当用直径30的刀具加工圆角为R5的壁后,使用的最大刀具精加工拐角应该是直径为5的刀具。
那么要一刀切削能完全清完角的最小刀具是:
[30-(5x2)]x0.207=4.14
从上面的公式和图都可以看出 只要多减去一个两倍的圆角就可以了。
所以这个时候使用一把直径为5的刀具完全没有问题的。
理论上,一次性光壁清角(二次开粗)就是这样计算最小使用刀具的。
至于,比如40r6 下面带圆角的刀具下面的那个r6,你可以不用去理会。只是底面会多一点点而已,(可能你会问这个时候最小刀具快到地面的时候不是加工不完全了。)你要知道这是才清角,还没有到精加工。还有刀具我们都会选大一些,或者说我们不一定非要用等高进行清角。
用型腔铣会自动控制和检测余量的。所以这个不用多虑。
好了,你慢慢理解。就说到这里了!
ug数控编程中平面铣和型腔铣的主要区别是什么,
二者区别如下:
平面铣(Planar Milling)和型腔铣(Cavity Milling)是为精加工作准备的两种常用粗加工方 法,尤其适用于需大量切除毛坯余量的场合。它们通过逐层切削零件的方式,来创建加工刀 具路径,从而粗切出零件的型腔或型芯。
1、平面铣:平面铣用于平面轮廓、平面区域或平面孤岛的粗精加工,它平行于零件底面进 行多层切削。
2、型腔铣:型腔铣用于租加工型腔或型芯区域。它根据型腔或型芯的形状,将要切除的部 位在深度方向上分成多个切削层进行切削,型腔铣可用于加工侧壁与底面不垂直的部位。
扩展资料:
1、面铣削加工有三种子类型,分别为面铣削区域、平面铣和手动面铣削。
这三种铣削方式的区别:
①面铣削区域。面铣削区域操作方式可以通过切削区域来定义加工范围。
②平面铣。通过指定加工部件,用边界的方式定义切削区域。
③手动面铣削。手动面铣削操作方式在生成刀具路径时,可以为每个加工面或加工层定义切削方式。
2、型腔铣共有四种操作子类型,区别如下:
①型腔铣。型腔铣是最基本的的铣加工形式,主要利用实体的表面、片体或曲线定义加工区域。
②插铣。该铣削方式为降速钻削式切削,进给路线由切削方式确定,主要用来快速清除要切削的材料。使用这种切削方式时对机床刚性要求特别高。该切削方式是两轴联动切削方式。
③轮廓粗加工。当型腔铣操作方式在切削参数中使用了参考刀具时,型腔铣操作刀具路径就变成轮廓粗加工操作刀具路径。用于切削部件拐角处前一刀具的直径和拐角半径关系无法去除剩余的材料。
④剩余铣。该铣削方式用来清除粗加工后剩余加工余量较大的部位。通过该方式可以给精加工均匀的加工余量。
参考资料:
好多人都说在UG加工中用二次开粗都用参考刀具。 应该怎么用
参考刀具是看情况而定的。不是什么都可以参考刀具的哦。最好找个师傅给你讲解下吧。其实这个很简单的。多看看刀路就知道了。乱来参考会造成撞机或断刀,不懂就千万别乱用。UG怎样做二次开粗不断刀?
在UG中,残料开粗我们一般有三种方法: 1.参考刀具 2.应用IPW 3.使用基于层的功能 一.参考刀具: 参考刀具通常是用来先对零件进行粗加工的刀具,使用参考刀具进行二次开粗,系统将计算指定的参考刀具进行切削加工后剩下的材料,然后将剩下的材料作为当前操作定义的切削区域。使用参考刀具进行二次开粗,类似于其它“型腔铣”,但它仅限于在拐角区域的切削加要。使用参考刀具进行二次开粗时,先择参考刀具必须大于当前使用中的刀具直径。 A .优点: 1.计算速度快。使用参考刀具二次开粗比用IWP或3D进行二次开粗计算速度快,占用内存少。 2.没有依赖性。使用参考刀具二次开粗不需要和粗加工放在同个程序父本组下,相关文章
- 详细阅读
-
你有机械制图习题集,曹占龙的答案吗详细阅读

机械制图(第五版)习题册参考答案你的问题好像不明确。一般来说习题集都是跟教材配套的,教材有不同的出版社不同的作者不同的版本,那内容题目自然不一样。多数是没有参考答案的。
-
机械师曙光16怎么样?办公和设计都可详细阅读

机械师笔记本电脑怎么样?机械师笔记本电脑屏幕素质好、硬盘规格高、可扩展性好。例如:Machbook-PCi1的屏幕是15.6英寸,这对于日常的设计工作来说还是非常友好的,屏幕越大,处理起来
-
机械师星辰17续航能力好不好?一般可详细阅读

机械师笔记本电池续航问题怎么样?普通的游戏影音笔记本电池的续航时间一般是3小时左右,要是看电影或者玩游戏的话,大概也就是2小时。 商务笔记本的续航力会长一些,大概在6-7小时
-
如何看待机械师TWS耳机的续航能力?详细阅读

如何看待机械师TWS耳机?哪款比较好?什么是TWS耳机?TWS是英文True Wireless Stereo的缩写,翻译过来是真正无线立体声。基于芯片、蓝牙技术的发展,TWS耳机没有传统的物理线材,左右2
- 详细阅读
-
360安全卫士有2个bug!!!详细阅读

更新了360安全卫士之后电脑每半个小时就卡死机一次是360安全卫士的一个大bug,现在官网已撤下10.2版请在电脑开机后不停地点击F8进入”安全模式”,右键点击桌面上的360安全卫士
-
为什么C++这个出了什么BUG详细阅读

关于c语言编程的bug这时很正常的问题.打代码没有bug才不正常.但是编译时的错误还是比较容易避免的,常见的可以通过以下几种方法解决
语法错误:比如说变量名打错,少一个分号, -
win11系统安装完UG,caxa启动不了是详细阅读

CAXA和UG是不是不能并存应该不可能的吧 要是CAXA2007电子图版就不可能,我的电脑里也同时装了好几种类似的软件 关注我,请链接我的主页!CAXA电子图版中的模块图形怎么导入UG ,我
-
如何用CAD设计服装,搞机械制图,工程详细阅读
服装纸样cad设计方法有哪三种方式CAD常用的命令输入方法: 1.在命令行窗口中输入命令:cad命令行输入指令时,字母是不分大、小写的,只要命令字线是正确,就可以成功的进入到该命令的
